

















 181 / 352
181 / 352

177
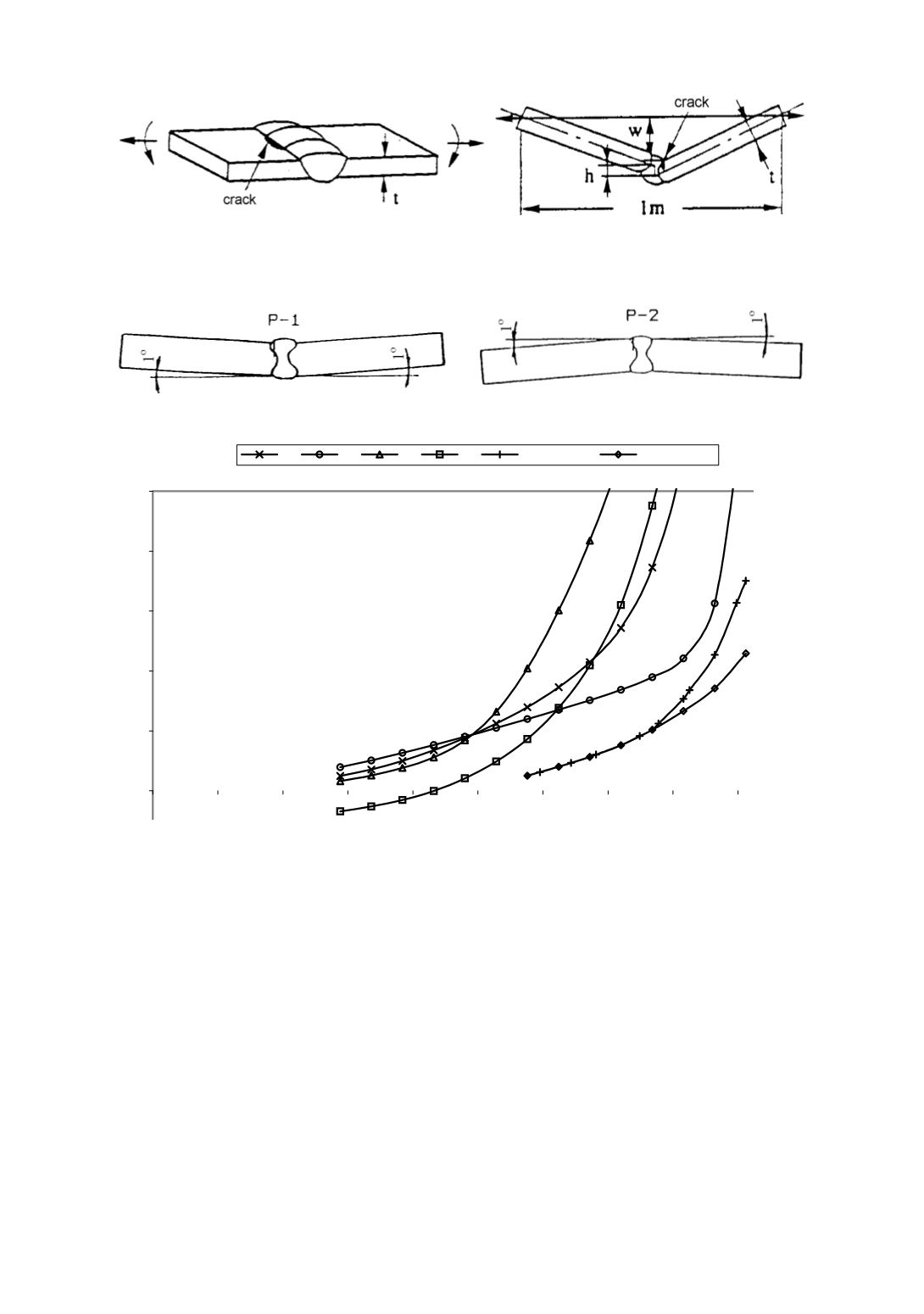
a. weld overlap b. misalignment
Figure 14: Crack occurrence due to stress concentration from defects in butt welds
Figure 15: Effect of angular distortion
0
20
40
60
80
100
0
50
100
150
200
250
300
350
400
450
J(N/mm)
P1
P2
P3
P4
c/t=0.45_REI1
c/t=0.45_REI0
σ
, MPa
Figure 16: Comparison of experimental results and results obtained by REI method.
Results obtained by REI method are given in two variants, the first one by an original
procedure REI0, and the other by modified variant REI1, where the yield condition is
replaced by a condition used in the King model /19/. Since it is not possible to consider
residual stresses and geometry imperfections in the REI method, results presented in Fig.16
clearly show that the best agreement is obtained for plate P2, and that the modified REI1
model variant exhibited better agreement than the original procedure REI0.
ACKNOWLEDGEMENT
This lecture contains a part of results obtained in the project 14014 “Research and
development methods for estimate integrity and reliability of welded pipelines in oil
industry” supported by Ministry of Science and Technological Development of Serbia.
REFERENCES
1.
The Pressure Equipment Directive (97/23/EC), on Internet