

















 158 / 352
158 / 352

154
3), produced in an electric furnace and subsequently slab-rolled to 18 mm
thick plates.
After hot rolling, the steel is quenched in water from 890
o
C and tempered at 660
o
C. The
properties (Tables 4 and 5) were obtained by combining classic quenching and tempering
with grain refinement, micro alloying and suitable precipitation.
The aim of this investigation was to determine the toughness and fracture properties of
the constituents of a welded joint (BM, WM and HAZ) and to assess any reduction of
these properties caused by welding. The chemical composition and mechanical properties
of NN70 steel are given in Tables 3 and 4, respectively; Charpy V energies obtained at
different temperatures are listed in Table 5.
The high strength of NN-70 steel is accompanied by good impact toughness in both
orientations (total impact energy greater than 65 J down to -80°C, Table 3) and a low nil-
ductility transition temperature (below -120°C for 50% Charpy V energy, -103°C in the
drop weight test, ASTM E208), significant crack initiation energy and resistance to crack
propagation at all testing temperatures. This combination of strength and toughness is
favourable for pressure equipment application.
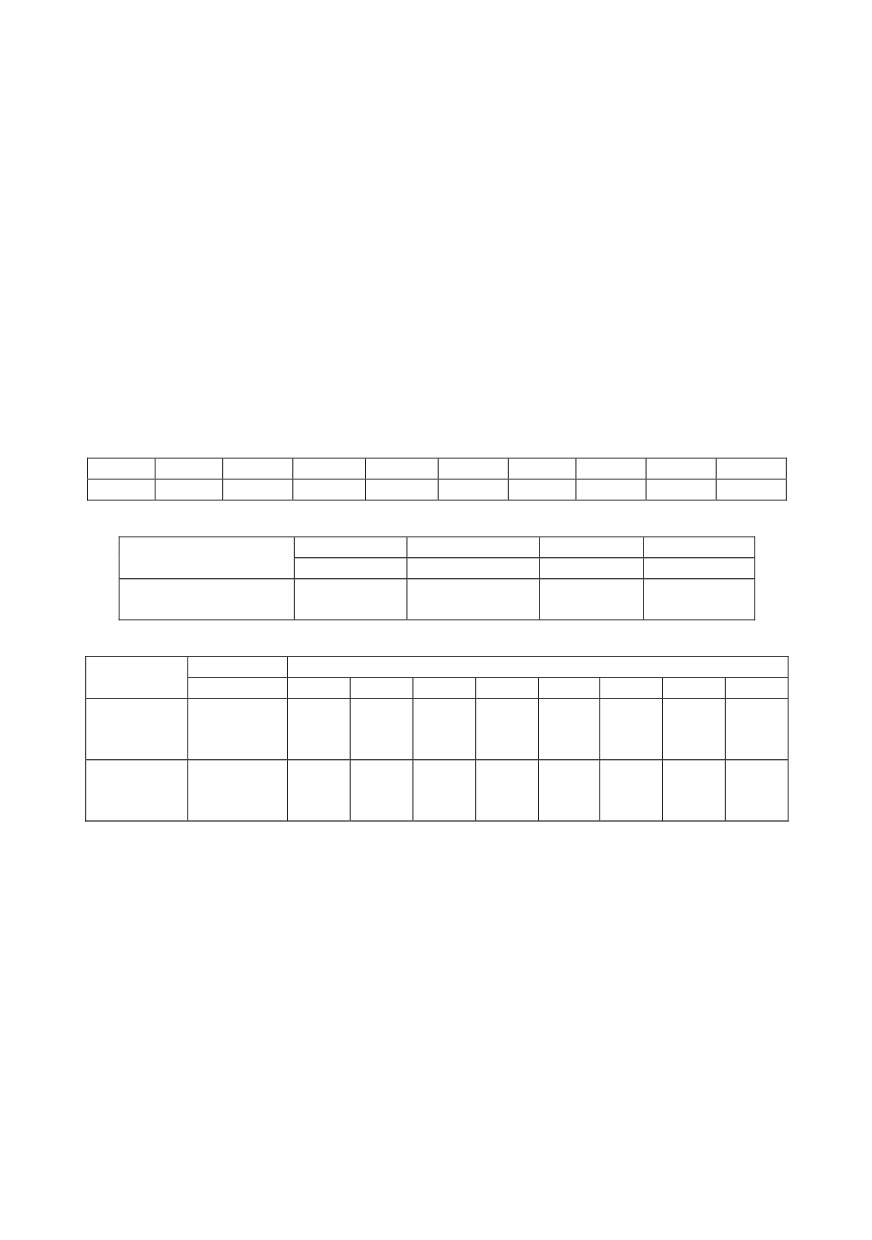
Table 3: Chemical composition of NIONIKRAL 70 steel, %
C
Si
Mn
P
S
Cr
Ni
Mo
V
Al
0.1
0.2
0.23
0.009
0.018
1.24
3.1
0.29
0.05
0.08
Table 4: Mechanical properties of NIONIKRAL 70 steel
Yield stress
Tensile strength
Elongation
Contraction
Specimen
orientation
R
p0.2
, MPa
R
m
, MPa
A
, %
Z
, %
Parallel to rolling
Perpendicular
780
770
820
810
19
20
66
74
Table 5: Charpy V absorbed energy of NIONIKRAL 70 steel
Energy
Testing temperature, °C
Specimen
orientation
J
20
-20
-40
-60
-80
-100
-120
- 140
Parallel to
rolling
Total
Initiation
Propagation
108
41
67
106
40
66
107
42
65
100
36
64
98
36
62
78
33
45
64
29
35
30
23
7
Perpendicular
Total
Initiation
Propagation
81
30
51
80
29
51
81
28
53
76
24
52
65
23
42
49
23
26
46
23
23
28
22
6
Because of low sulphur content, steel NN-70 is guaranteed without cracks, A class.
The applied CaSi treatment resulted in globular MnS, without MnS inclusions shape
responsible for lamellar tearing, enabling to apply NN-70 steel also for welded T joints.
The weldability and cracking susceptibility of high strength steels can be serious pro-
blems in application /21-23/, requiring the consideration of the risks of cracking during
fabrication and of failure during service. The most important aspects of weldability are
the sensitivity of the WM and the HAZ to any type of cracking during or after welding,
behaviour related to brittle fracture and the mechanical and technological properties of
the welded joint, macro- and micro-analysis of the BM, HAZ and WM. In spite of
precautions taken in the first stage of the weldability analysis of NN70, it was not possi-
ble to avoid cracks, because experience with the welding of HSLA steel was limited. A
hot crack which developed inter crystal line between the dendrites in the cast structure of
the WM, is presented in Fig. 9. A cold crack (Fig. 10) occurred in the transition fusion
region in the cast structure of the weld metal and in the HAZ region of dominant coarse-