

















 92 / 352
92 / 352

88
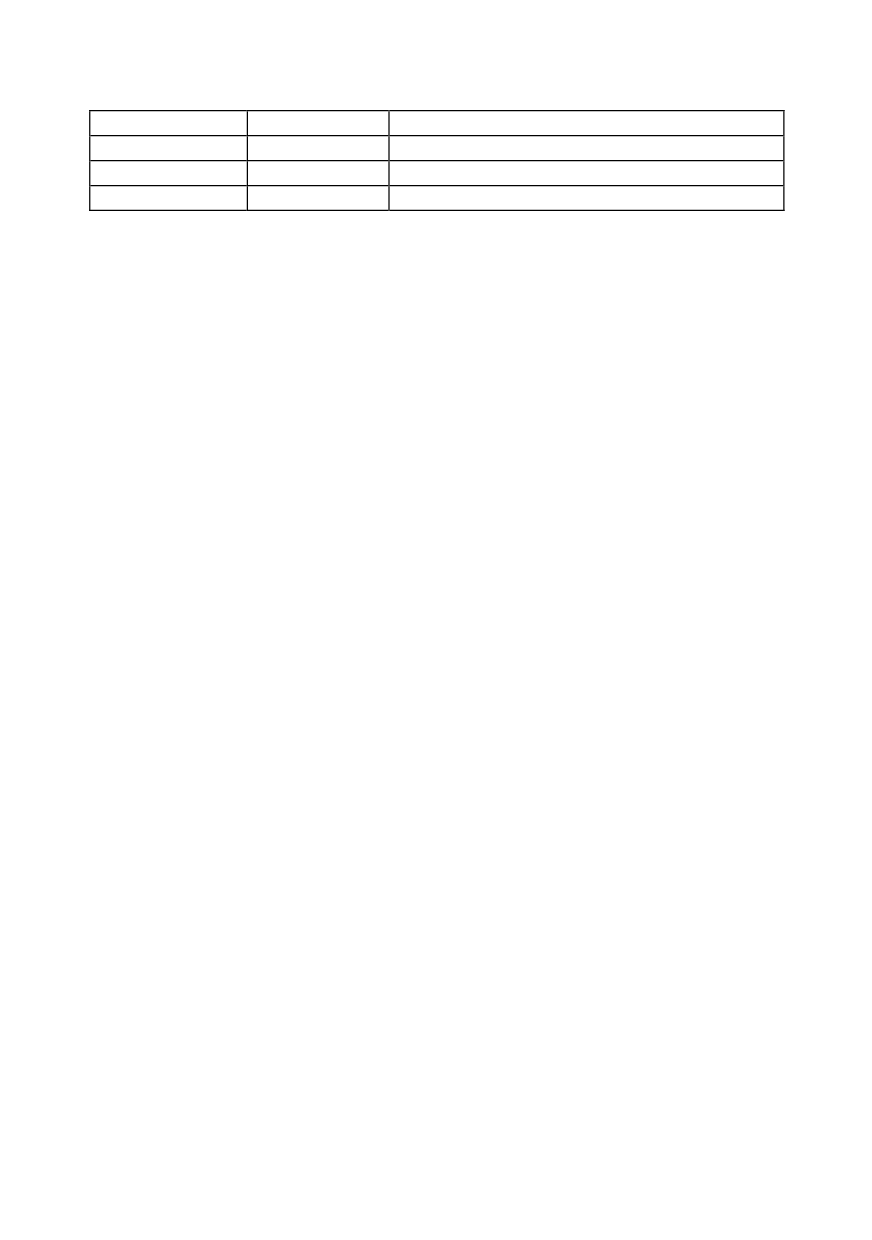
Table 1: Basic design philosophy and methodology with principal testing method
Design philosophy
Methodology
Principal testing data description
Safe-life, infinite-life
Stress-life
Stress - number of cycles,
S
-
N
Safe-life, finite-life
Strain-life
Strain - number of cycles,
ε
-
N
Damage tolerant Fracture mechanics Crack growth rate-stress intensity factor range,
da
/
dN
-Δ
K
The safe-life, infinite-life philosophy is the oldest approach to fatigue. It is developed
based on August Wöhler's work on railroad axles in Germany in the mid-1800s /2/. The
design method is stress-life, generally presented by
S
-
N
(stress vs. number of cycles to
failure). Failure in
S
-
N
testing is typically defined by total separation of the sample.
Applicability of the stress-life method is restricted to the homogeneous continuum,
assuming no cracks in it. However, some design guidelines for weldments, which inhe-
rently contain discontinuities, offer reduced residual life for a variety of process and joint
types that generally follow the safe-life, infinite-life approach /3/. The advantages of this
method are simplicity and ease of application. It is best applied in or near the elastic
range, addressing constant-amplitude loading situations in what has been called the long-
life (hence infinite-life) regime.
The stress-life approach is best applied to components similar to the test samples in
shape and size, important for total separation as a failure criterion. It is applicable ferrous
metals, especially steels. Other materials may not respond in a similar manner.
Through the 1940s and 1950s, mechanical designs pushed to further extremes in
advanced machinery, resulting in higher loads and stresses, including the plastic regime
of material and a more explicit consideration of finite lived components. Then the des-
cription of local events in terms of strain made more sense and resulted in the develop-
ment of assessment techniques that used strain as a determining quantity. The general
data presentation is in terms of ε-
N
(log strain vs. log number of cycles to failure). The
failure criterion is the detection of a "small" crack or some equivalent measure related to
a change in load-deflection response, although failure may also be defined by separation.
The use of strain is a consistent extension of the stress-life approach. As with the safe-
life, infinite-life approach, the strain-based safe-life, finite-life philosophy relies on the
"no cracks" restriction of continuous media. While more complicated, this technique
offers advantages: it includes plastic response, addresses sound approach for finite-life,
can be generalized to different geometries and variable amplitudes, and can account for a
variety of other effects. The strain-life method is better suited to handling a greater
diversity of materials. Because it does not necessarily attempt to relate to total failure
(separation) of the part, but can really initiation for final failure, it has a substantial
advantage over the stress-life method. But this method is more complex, and has more
complicated property descriptions.
The ability to generate and model both
S
-
N
and ε-
N
data effectively is very important.
From a design standpoint, there are some circumstances where inspection is not a
regularly used practice, unfeasible, or sometimes physically impossible.
In both presented techniques substantial assumption is continuity ("no cracks"). But it
is far from reality. Many components, assemblies, and structures, have crack-like discon-
tinuities induced during service or repair or as a result of primary or secondary proces-
sing, fabrication, or manufacturing, which could not be detected because of limited
sucseptibility of applied non-destructive testing equipment. However, defective parts can