

















 290 / 352
290 / 352

286
where
K
Ic
is minimal, critical stress intensity factor - the material property,
σ
is design
stress, corresponding to service conditions,
a
is allowable flaw size or by non-destructive
testing (NDT) detected flaw size in a component.
Defects in material structure can be classified in two groups:
(i) cracks (induced mainly by improper machining, heat treatment, welding, design);
(ii) particles (introduced as the consequence of high level of impurities or second
phase particles).
Each of these defects causes the inhomogenities in the stress field, leading to local
stress concentration at the tip of the crack or sharp edge of the particle and resulting in
stresses much higher than nominal. Also, in order to quantify the influence of the crack
shape and its position, a geometrical factor is introduced. Finally, these defects will lead
to considerable decrease of the toughness.
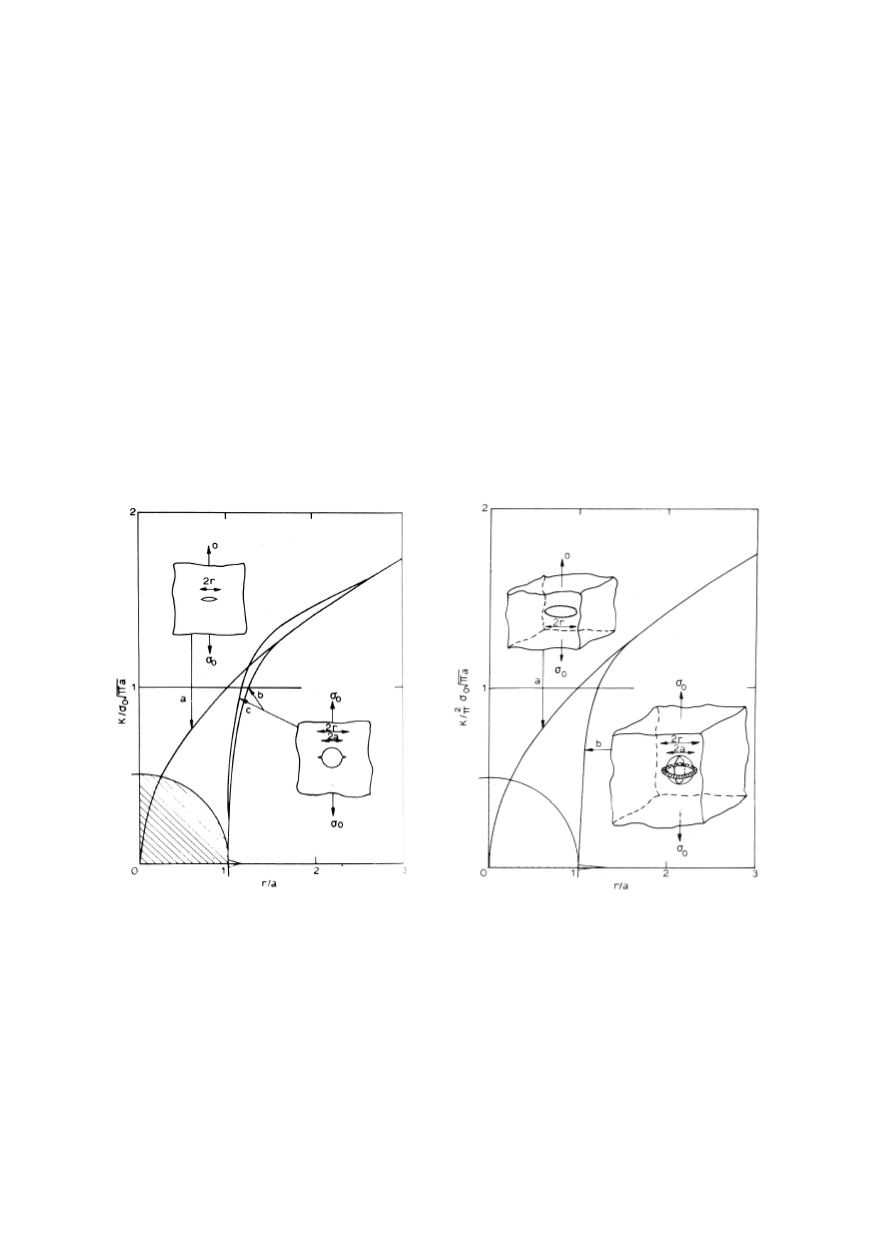
The effectiveness of the stress concentrator depends strongly on the shape. Figures 1
and 2 show the differences in normalized stress intensity for (1a) through thickness and
(1b) cylindrical cavity with symmetrical cracks and (2a) disk shaped crack and (2b)
spherical cavity with equatorial crack /4/. It is clear that when the stress concentrator is
related to minimum surface (1b and 2b), the particle size is detrimental for crack
initiation.
Figure 1: Normalized stress intensity factor for
through thickness crack (a) and cylindrical
cavity with symmetrical cracks (b) /4/
Figure 2: Normalized stress intensity factor for
disc shaped (a) and spherical cavity with
equatorial crack (b) /4/
2. NONMETALLIC INCLUSIONS
Non-metallic inclusions dominantly include sulphides, oxides, silicates, aluminates
and their compounds or composites. They can be formed both in liquid and solid state.
When formed in liquid state, the main challenge is to enable sufficient time for slag
formation and physical removal. If they are not removed from the steel melt before
solidification, they can cause defects in the casting products, give rise to processing
difficulties and failures, decrease productivity, degrade product properties, and reduce