

















 17 / 352
17 / 352

13
3. The rapid cooling rate of the fillet weld, the dissolution of NbC precipitates, and some
grain growth in the HAZ of the bracing plate, all (together with the increased stress
concentrations) helped produce just the conditions likely to give rise to cold cracking.
4. Given the presence of cold cracks in the fillet welds, the increase in stress concentration
due to weakening of the flange plate, the poor weld profile, and the cyclic stresses experi-
enced at sea then all the necessary conditions for fatigue crack growth appear to be present.
As with most case studies, there are some unanswered questions. For example, why
did significant cracking occur in bracing D-6, but not in bracings A-5 and B-5, which also
contained sonar flange plates? A possible variable might be proper drying of the
electrodes for the fillet weld, particularly because this weld was considered of secondary
importance at the manufacturing stage. It is also not clear that the loading conditions are
the same for all three bracings under normal service at sea, and this may be another
important variable.
3. FRACTURE OF CARRIAGE MONOBLOCK WHEELS
The monoblock wheel was fractured radially in the zone corresponding to chuck
marks, Fig. 9. The data from report /4/ revealed that the wheel had been installed on 26
th
January, 1998 the tread diameter was reduced from 920 to 908 mm on 16
th
March, and
machined further to 890 mm on 15
th
May. After that the wheel had been broken with
tread diameter about 890 mm. This information points to possible braking problems.
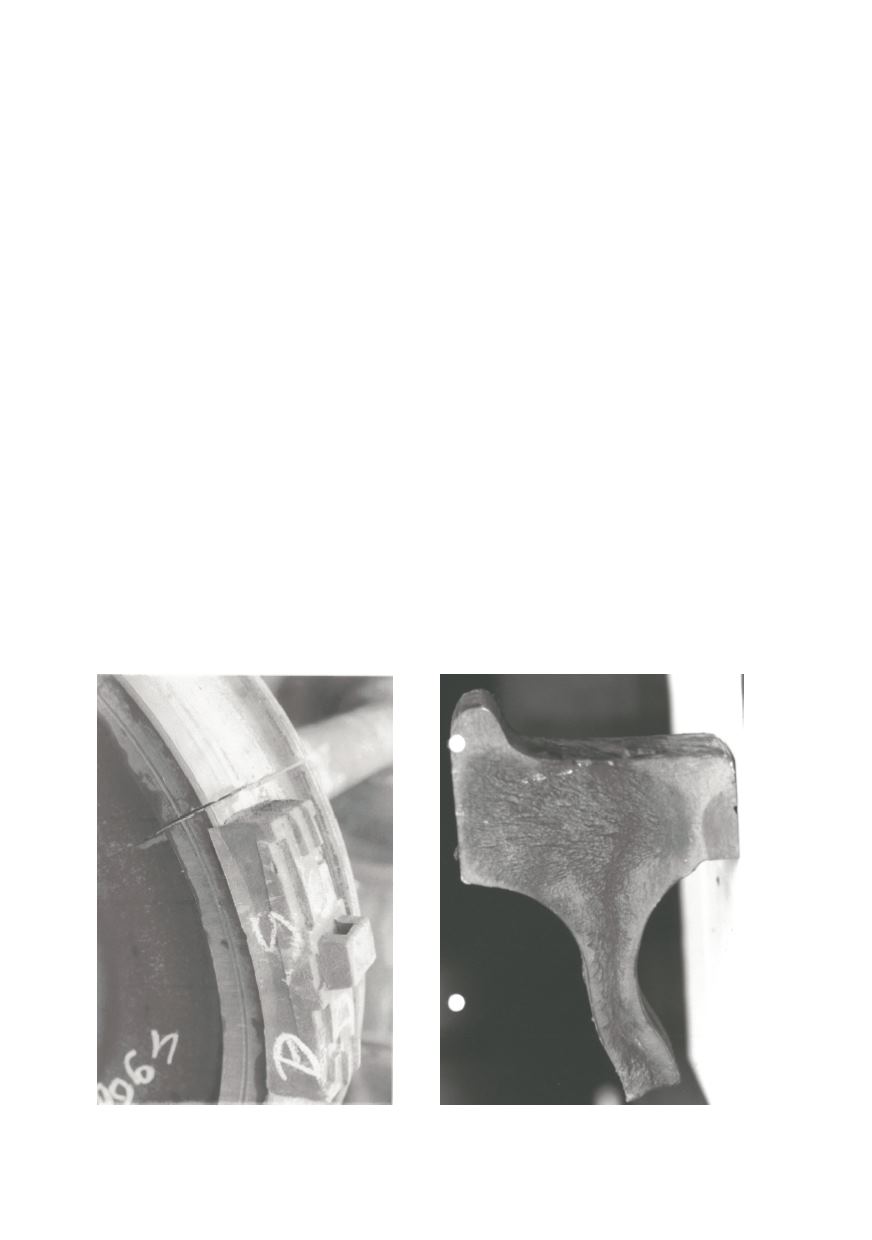
It should be emphasised that a 5 mm gap was present in the fracture area (Fig. 9). The
gap indicates the presence of residual compressive stresses, in one wheel area at least.
The facts regarding breaking of this wheel, i.e. the influence of the brake shoe insert
(Fig. 9) that imparted traces of over-heating on the wheel and the insert itself are of an
equal importance. It should be mentioned that even more visible traces of braking are
found on N°6 wheel from the same bogie, only that this wheel was without chuck marks.
Figure 9: Fractured monoblock wheel
Figure 10: The appearance of fractured wheel surface