

















 12 / 352
12 / 352

8
detail from the flange plate region which shows that the main fracture had occurred quite
independently of the main butt weld of the main bracing (shown to the right); it is,
however, clearly associated with the fillet weld of the flange plate. Studies of the
characteristic river patterns of the main fracture confirmed this.
2.3. Metallographic examination of the sonar flange plate welds
A metallographic examination of the fractured D-6 bracing revealed (amongst other
things) the following factors:
1.
The butt welded joint of the sonar flange plate contained both toe and root cracks, the
latter extending the whole length of weld. Lamellar tearing of material was also noticed.
2.
Secondary cracking associated with the butt weld was observed at the cross-over
between the butt weld and the fillet weld.
3.
The quality of the butt weld was generally poor, exhibiting unsatisfactory penetration
of the base material.
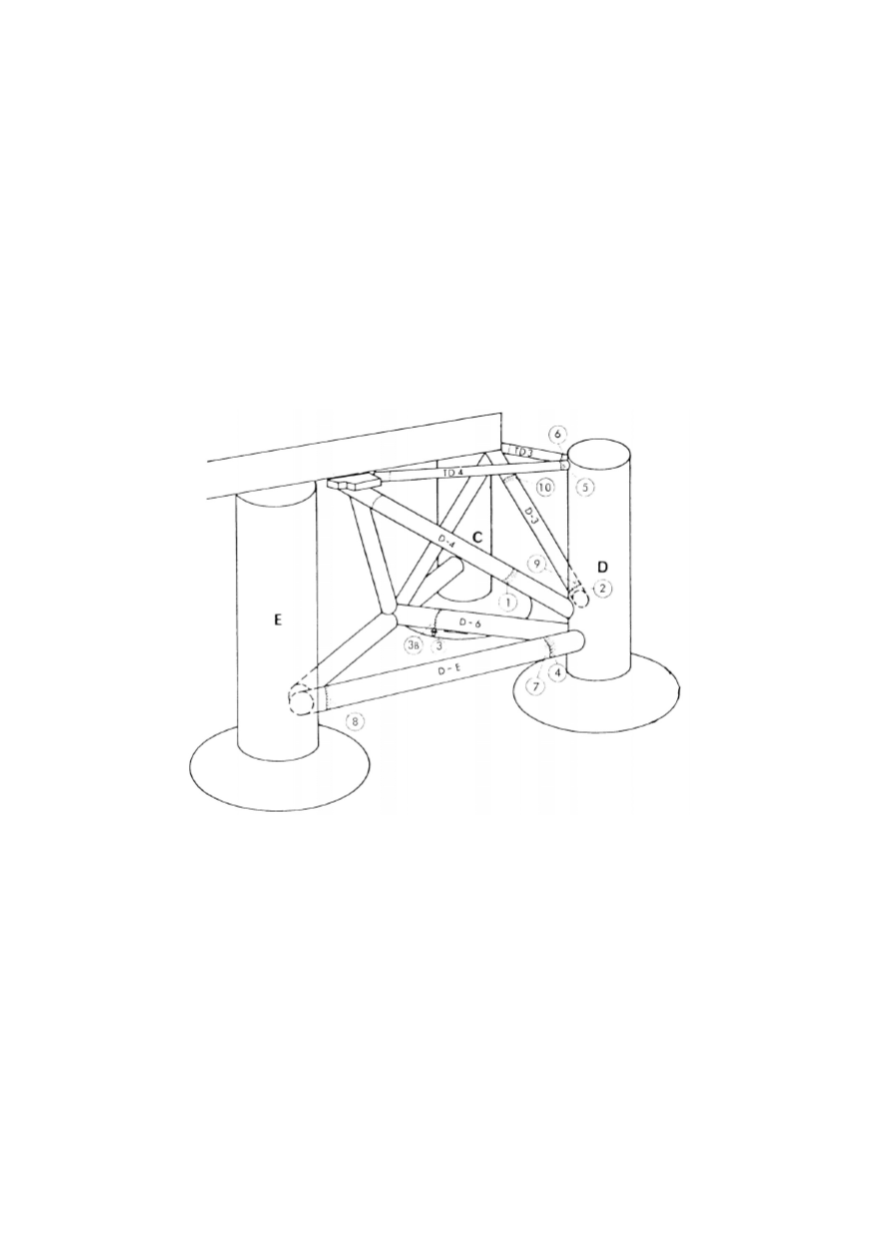
Figure 4: The various locations of fracture, indicated by 1 to 9
4.
The quality of the fillet welds, connecting the flange plate to the main bracing, was
generally poor, showing insufficient penetration and uneven profiles.
5.
Significant amounts of lamellar tearing of the flange plate material were observed in
association with the fillet welds. However, there was no evidence of lamellar tearing in
the bracing plate material.
6.
Cracks running parallel to the edges of the fillet welds and joining up with the main
fracture were observed (see Fig. 5 and Fig. 6).
7.
Several small cracks were found associated with the fatigue initiation point I, as
presented in Fig. 5. The appearance of these cracks indicates cold cracking.
8.
Small traces of paint, of the type originally used in the Dunkirk Yards, were discove-
red on the fracture surface of the fillet weld, implying that some cracking had been
present in this weld already during manufacture of the rig and prior to it going to sea.