

















 140 / 352
140 / 352

136
catastrophic failure, but any significant indication of inadequacy for practical use. For
example, the leakage in service may cause the dangerous presence of inflammable or
toxic gases. In this case the wall penetration by the crack in proof test must be treated as
complete failure, even the accident did not occur and the crack behaviour was stable.
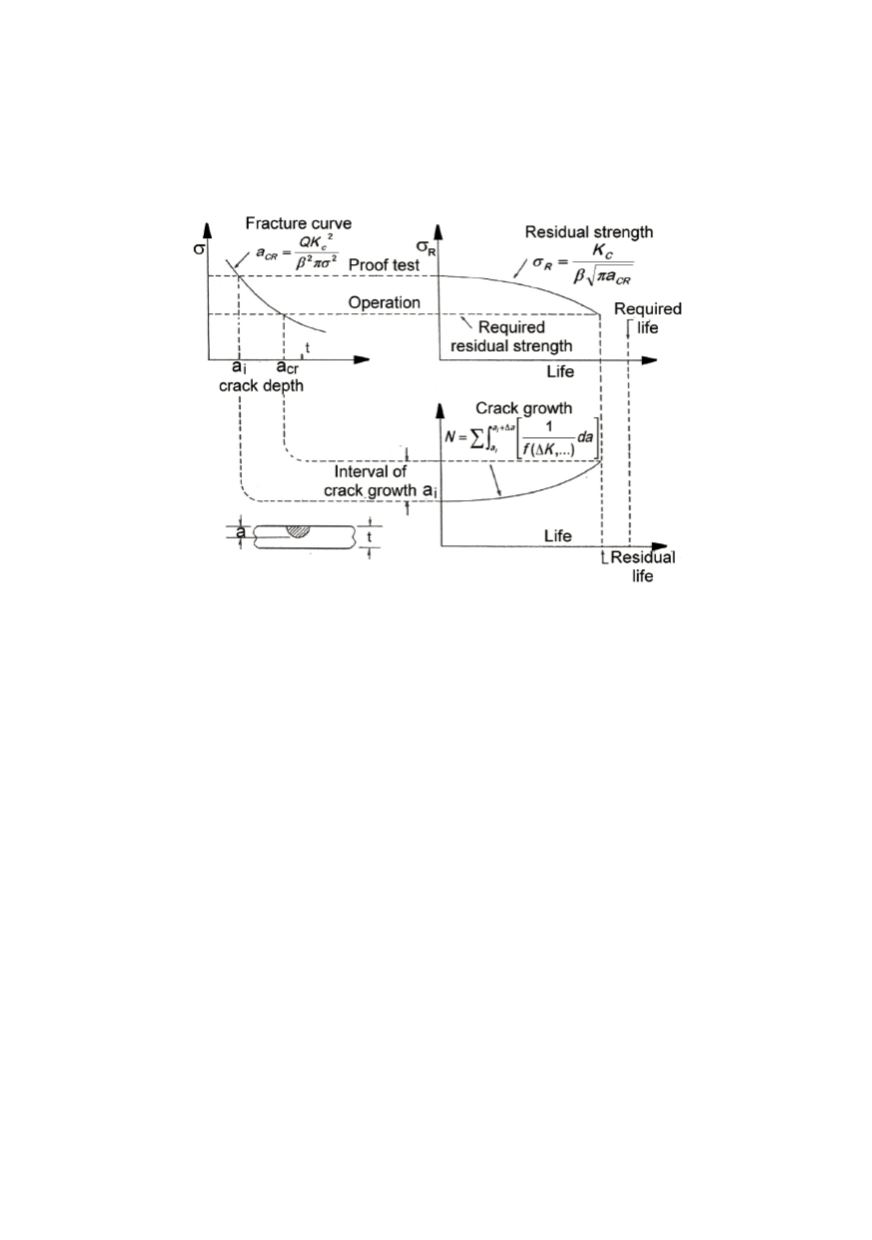
Figure 12: Schematics of proof test by fracture mechanics
It is important to understand that the crack size
a
0
in the proof test is assumed on the
calculation base, what means that this crack may not exist in reality and must be not
detected during NDI (embedded crack). In general, the determination of
a
0
is more simple
than of
a
kr
, because the condition for proof test performance is very well known and
controlled and, of course, les complex than the conditions in service.
Proof test philosophy is most simple for the brittle materials, where there are no
difficulties connected with the stable crack growth before fracture. In addition, since the
crack tolerance of brittle materials is lower, crack maximum size for fracture is lower.
This allow higher
a
kr
/a
O
ratio for given
P
O
/P
kr
than for ductile materials, and this allows
longer residual life. It is advantageous to perform the test at the temperature at which the
ductility of the material is lower than in service conditions, although the cost of the test
due to higher probability of fracture can be higher. In ductile materials crack of corres-
ponding size can grow during test without fracture, so that condition after test become
worse and the component can also be less reliable in service than without this test. In
order to prevent this, the inspection after test (and during the test) is requested, and this
can make the all procedure more expensive.
Although
a
0
may not be size of real crack, its application does not mean reduction of
the available life. In contrast, by this procedure only the definite period of use without
risk is guaranteed, and the further life extension is after repeated proof test, in order to
again confirm applicability of components for next extended service. Moreover, in this
way the real life capacity (above minimal calculated life) based on random scatter of the
items distribution can be suggested. At the same time this means that the worst case
scenario is temporary and only valid up to the next inspection and repeated proof test.