

















 308 / 352
308 / 352

304
the reprecipitation of M
23
C
6
carbides and MX carbonitrides during the subsequent
tempering treatment (PWHT) is very limited. In addition, the coherent MX particles
coarsen and coagulate and lose their strengthening effect to a large extent. These effects
also create a higher tendency towards recrystallisation in this area which, in connection
with the overaging of the precipitates, results in a significant softening of these fine
grained zones of the HAZ which were heated up to 900-950°C during the weld thermal
cycle after PWHT, /17/.
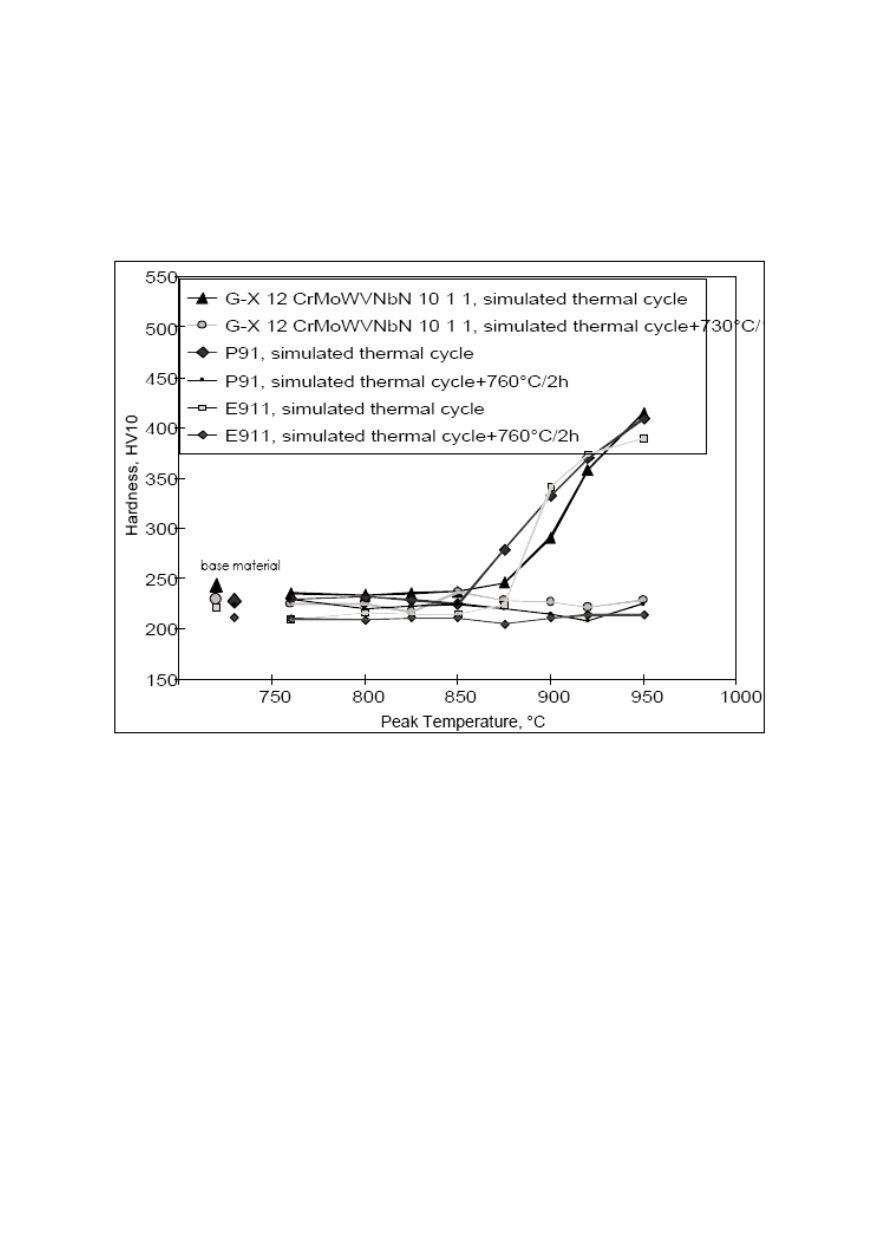
Figure 6: Results of hardness measurements on specimens of P91, E911 and G-X12CrMoWVNbN
10 1 1 subjected to weld thermal cycle simulations (determination of soft, intercritical zone) /17/
6. DETERMINING OF THE “SOFT ZONE”- CASE STUDY
For this investigation, a tube of steel P91, Ø 320 mm, with wall thickness of 14 mm
and 140 mm long was used, /23/.
Typical temperatures of transformation during the welding cycle were determined
from dilatometric curve, and these are A
c1
=835°C and A
c3
=930°C, Fig. 7. Heating rate
was 53.8 °C/s. During cooling, formation of martensite started at temperature of 375°C,
while martensite transformation completed at temperature of 210°C. Martensite formation
was preceded by separation of a smaller quantity of bainite, /21/.
6.1. Simulation
For testing of the effects of various thermal cycles of welding on microstructure and
mechanical properties of test material using thermal simulator SMITWELD, the
specimens 11x11x70 mm were used. Different HAZ regions were obtained by simulation
of single-pass welding at temperatures of 1386°C, 1300°C, and 1250°C up to 950°C,
graded by 50°C, 925°C, 900°C and 850°C and with cooling time between 800°C and